Cách giữ cho bản in 3D không trông giống mì spaghetti
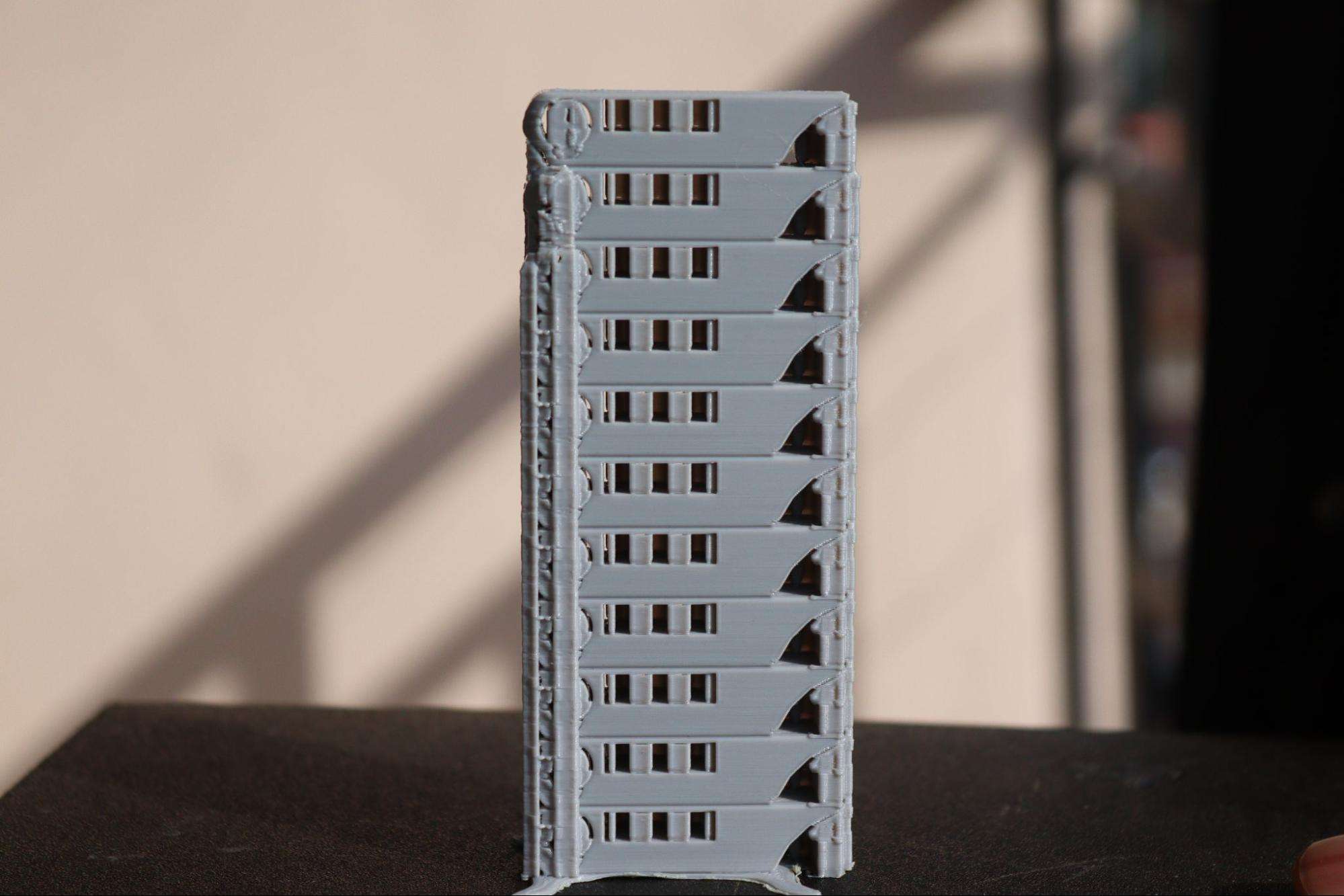
Nếu bạn đã từng gặp phải các bản in 3D giống như một mớ dây rối rắm, thì máy in 3D có khả năng bị “bản in 3D mì ống” – một vấn đề phổ biến mà những người yêu thích máy in 3D gặp phải trong quá trình in 3D. Nó xảy ra khi dây tóc thừa chảy ra khỏi vòi và gây ra một mớ hỗn độn trên tấm dựng. Điều này có thể xảy ra ngay cả trên máy in 3D tốt nhất và ngay cả với sợi tốt nhất.
Trong hầu hết các trường hợp, những bản in 3D này không sử dụng được. Tuy nhiên, có một số trường hợp có thể cứu chúng bằng cách loại bỏ dây tóc thừa, đặc biệt nếu nó xảy ra ngay trước khi bạn kết thúc quá trình in. Cũng giống như các sự cố in 3D khác, bạn cần tìm ra nguyên nhân gây ra sự cố để có chiến lược khắc phục. Dưới đây là những nguyên nhân hàng đầu gây ra bản in 3D spaghetti và các bước bạn có thể thực hiện để khắc phục chúng.
1. Nhiệt độ cao
Nếu nhiệt độ quá cao, dây tóc sẽ trở nên lỏng và chảy ra. Vì vậy, điều cần thiết là phải biết nhiệt độ lý tưởng của vật liệu mà bạn đang sử dụng và đảm bảo rằng bạn đặt nhiệt độ đó một cách chính xác. Nhiệt độ hoàn hảo cho một vật liệu cụ thể sẽ khác nhau tùy thuộc vào loại dây tóc và thương hiệu. Ví dụ, dây tóc PLA thường yêu cầu nhiệt độ từ 180-220°C, trong khi dây tóc ABS yêu cầu nhiệt độ khoảng 210-250°C. Vì vậy, trong trường hợp bạn sử dụng mức cao hơn mức đó, bạn sẽ gặp phải các vấn đề trong tương lai.
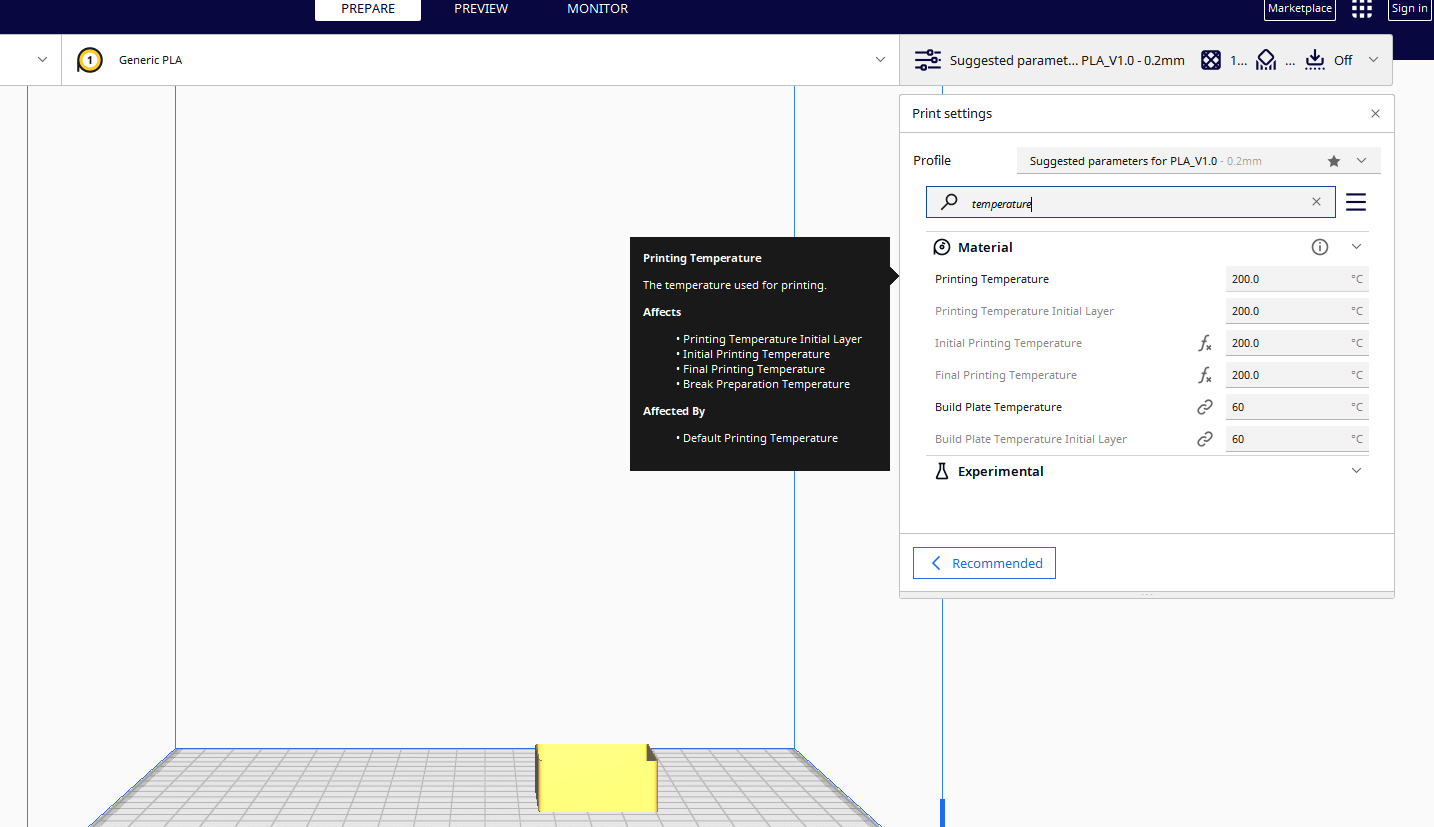
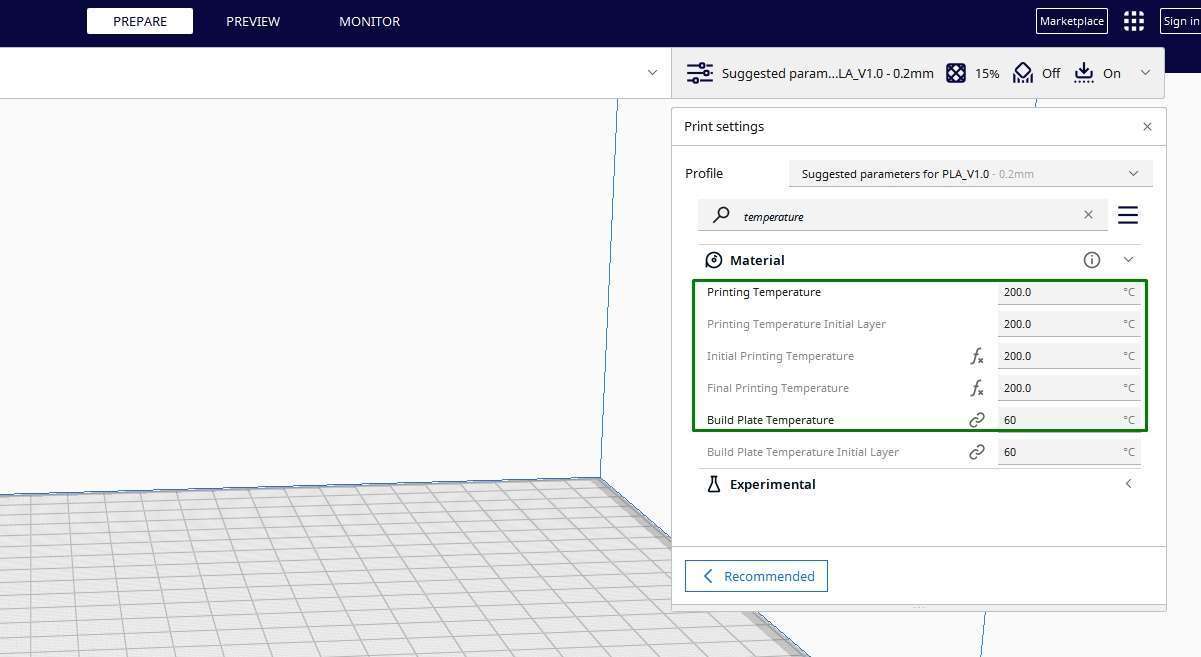
Bạn có thể điều chỉnh nhiệt độ trong máy thái của mình. Ví dụ, trong Cura, bạn có thể chọn Nhiệt độ từ Nguyên vật liệu phần và điều chỉnh nó cho phù hợp. Trong trường hợp của tôi, nó được đặt thành 200 khi tôi đang sử dụng PLA.
Bạn cũng có thể in 3D một mô hình thử nghiệm như tháp hiệu chuẩn nhiệt độ nhỏ gọn thông minh và sử dụng nó để xem dây tóc in 3D của máy ở các nhiệt độ khác nhau như thế nào để bạn có thể quyết định cách sử dụng tốt nhất.
Ngoài việc cài đặt nhiệt độ chính xác, điều cần thiết là phải hiệu chỉnh máy đùn đúng cách để đảm bảo dây tóc nóng chảy và đùn chính xác.
2. Độ bám giường kém
Độ bám dính của giường là khả năng lớp đầu tiên của thiết kế được in 3D để bám dính chắc chắn vào tấm dựng. Nếu bản in không dính đúng cách, mô hình sẽ bị dịch chuyển hoặc tách ra khỏi đế và khi máy đùn di chuyển xung quanh, nó sẽ đùn dây tóc ra khắp nơi, dẫn đến một bản in không thành công.
Vì vậy, để giải quyết vấn đề này, bạn cần sử dụng chất kết dính, keo dán hoặc keo xịt tóc để đảm bảo rằng lớp vật liệu đầu tiên dính chặt vào giường.

Độ bám dính của giường thích hợp cũng rất cần thiết để duy trì chiều cao lớp nhất quán vì bạn sẽ có chiều cao lớp nhất quán, dẫn đến chất lượng in tốt hơn.
3. Kẹt hoặc tắc dây tóc
Khi đầu đốt nóng của máy đùn bị tắc, nó sẽ làm gián đoạn dòng chảy trơn tru của dây tóc qua máy đùn và vòi phun, dẫn đến quá trình đùn không đồng đều và lắng đọng dây tóc không đúng cách. Đầu phun của bạn có thể bị kẹt do nhiều yếu tố. Một trong số đó là nếu bạn đang sử dụng sai đường kính dây tóc và nó không khớp với vòi phun.
Hệ thống ép đùn của máy in 3D được thiết kế để phù hợp với đường kính dây tóc cụ thể. Nếu bạn sử dụng dây tóc có đường kính lớn hơn hoặc nhỏ hơn so với đường kính được thiết kế cho máy in, thì dây tóc có thể không vừa khít hoặc không nạp qua cụm máy đùn. Điều này có thể khiến dây tóc bị kẹt dẫn đến kẹt đầu phun.
Dây tóc chứa hơi ẩm hoặc nhiều bụi và các hạt lạ có thể gây tắc nghẽn và thậm chí tắc nghẽn trong máy đùn. Vì vậy, điều quan trọng là phải luôn kiểm tra và làm sạch vòi phun thường xuyên để loại bỏ các mảnh vụn và cặn.
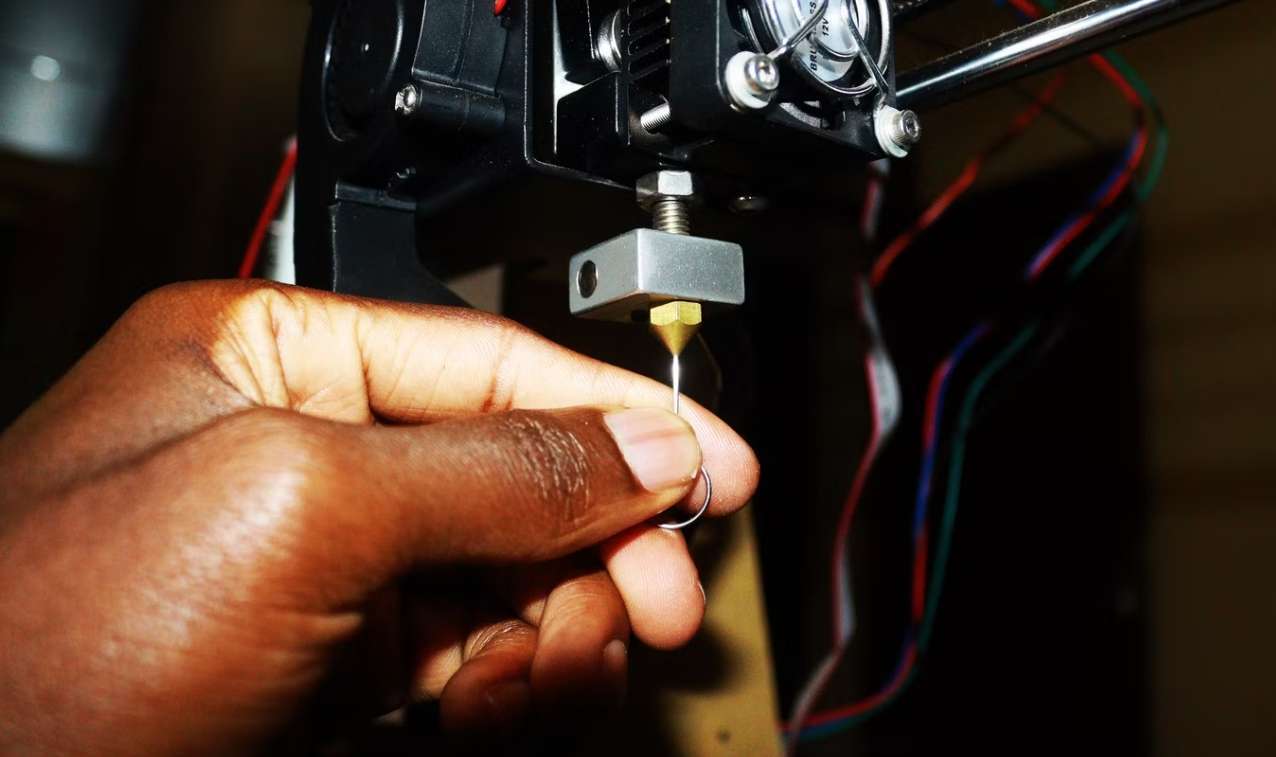
Ngoài ra, điều quan trọng là đảm bảo rằng dây tóc bạn đang sử dụng có cùng kích thước với máy đùn của bạn.
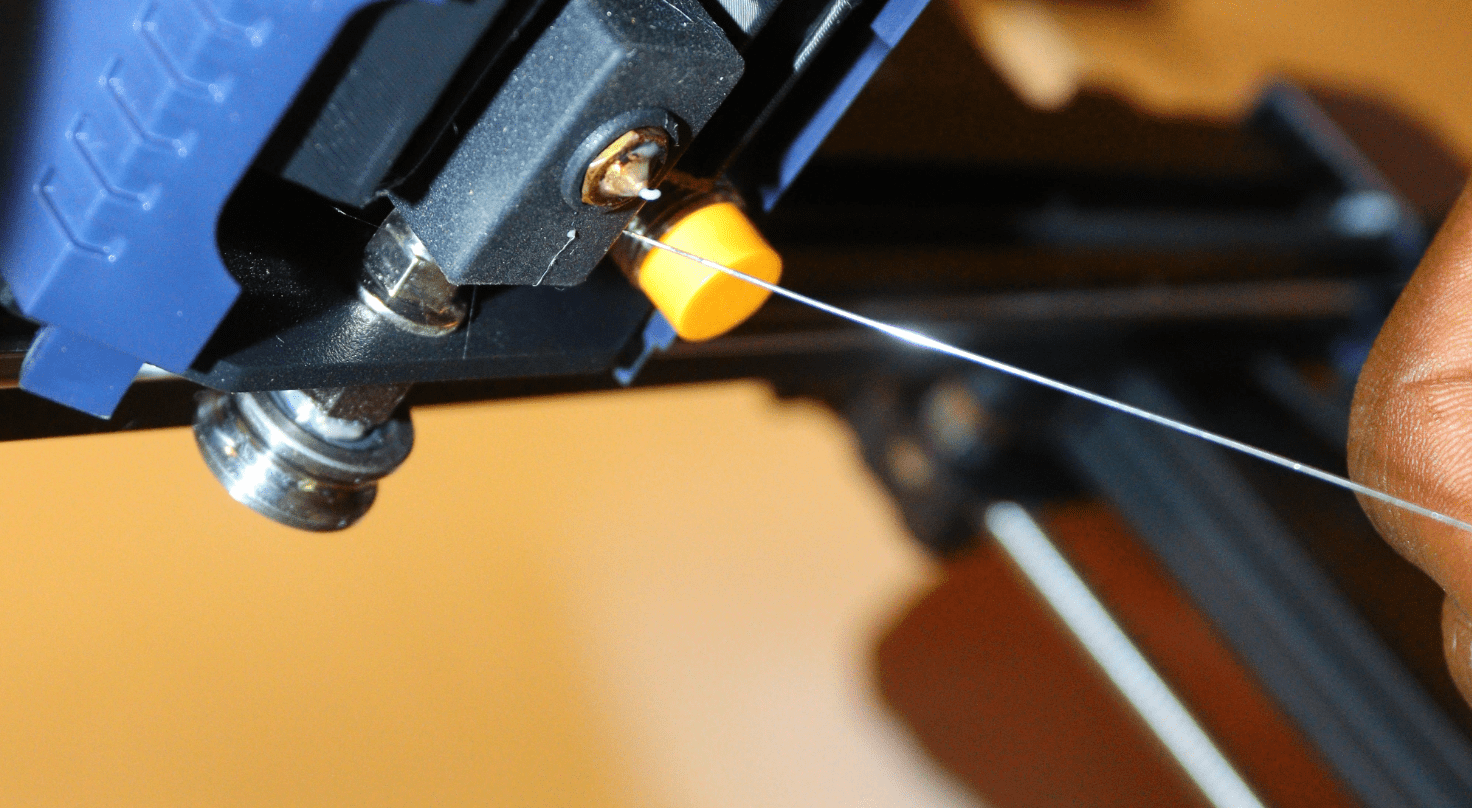
Hơn nữa, khi tải dây tóc, hãy đảm bảo bạn thực hiện đúng cách. Bạn có thể bắt đầu bằng cách cắt phần cuối theo chiều nghiêng để nó sắc nét hơn để cho ăn mịn.
Bạn cũng nên bảo quản dây tóc tránh ẩm và trong trường hợp dây tóc bị tiếp xúc, hãy sử dụng máy sấy dây tóc để loại bỏ hơi ẩm trước khi sử dụng.
4. In 3D ở tốc độ cao
Có một tốc độ tối ưu cho mỗi máy in 3D và vượt quá tốc độ đó có thể góp phần tạo ra các bản in 3D spaghetti. Tốc độ tối ưu phụ thuộc vào nhiều yếu tố khác nhau như khả năng của máy, độ phức tạp của mô hình bạn đang in 3D hoặc thậm chí cả vật liệu.
Khi in 3D ở tốc độ cao hơn, máy in di chuyển nhanh giữa các phần khác nhau của bản in và những thay đổi đột ngột về tốc độ và hướng có thể khiến máy đùn gặp phải quán tính và điều này có thể dẫn đến chảy dây tóc hoặc dây tóc, khi máy đùn gặp khó khăn khi khởi động và ngừng đùn chính xác. Kết quả là quá trình đùn không được kiểm soát có thể tạo ra các sợi lộn xộn và rối rắm, giống như mì spaghetti.
Để tránh các sự cố do in ở tốc độ cao, điều quan trọng là điều chỉnh nhiệt độ trên máy thái thành nhiệt độ tối ưu cho máy in 3D và dây tóc của bạn.
Ngoài ra, điều cần thiết là tối ưu hóa cài đặt tăng tốc và giật để giảm những thay đổi đột ngột về tốc độ và hướng, giảm thiểu các vấn đề liên quan đến quán tính. Bạn cũng cần tăng thời gian làm mát giữa các lớp bằng cách điều chỉnh tốc độ quạt để mỗi lớp đông cứng lại trước khi lớp tiếp theo lắng xuống.
5. Cài đặt rút tiền không chính xác
Rút lại là nơi dây tóc hơi kéo lại trong máy đùn để tránh chảy ra. Nếu khoảng cách rút lại không đủ, đầu phun vẫn có thể nhỏ giọt dây tóc khi di chuyển giữa các phần khác nhau của bản in hoặc trong các chuyển động không in. Ngoài ra, nếu tốc độ rút lại thấp, dây tóc sẽ kéo theo khi vòi di chuyển và điều này để lại các sợi dây tóc mỏng có thể tích tụ trên thiết kế của bạn.
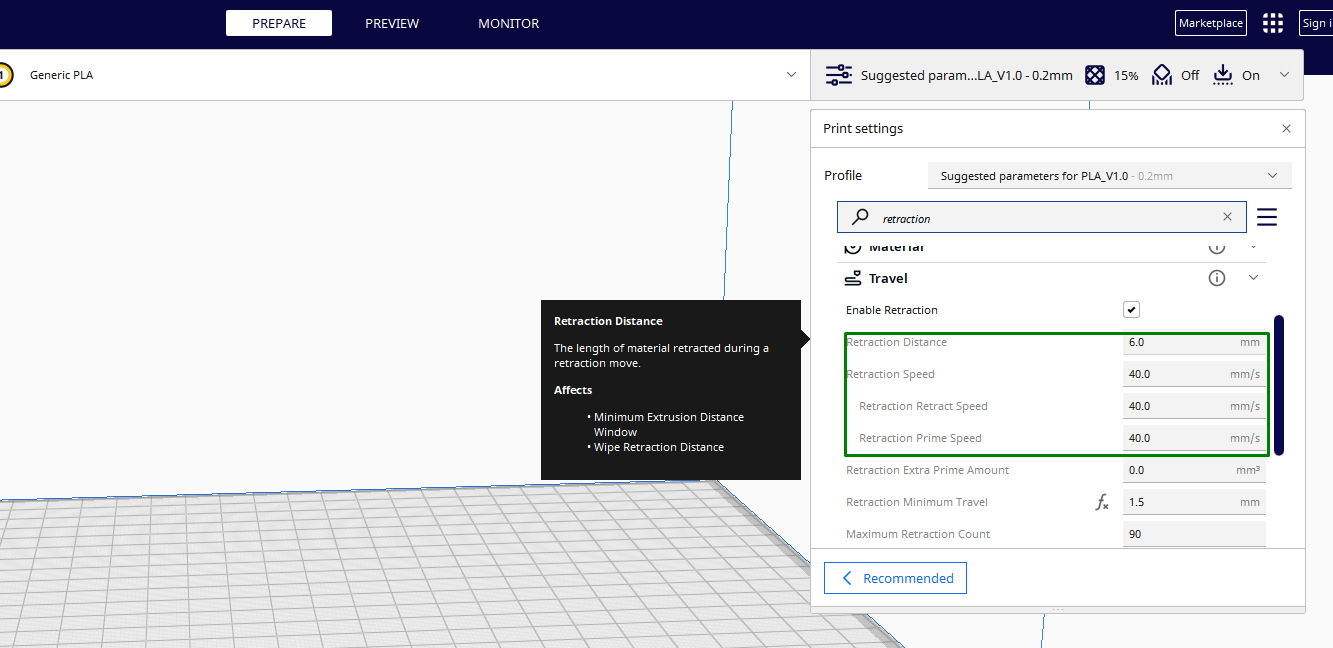
Để tránh điều này, bạn cần đặt khoảng cách và tốc độ rút dao chính xác trong máy thái của mình, như minh họa bên dưới.
Bạn cũng có thể tải xuống và in mô hình kiểm tra độ co rút từ Thingiverse và sử dụng nó để tìm cài đặt độ co rút chính xác cho máy in 3D của mình.
6. Độ lệch Z thấp

Độ lệch Z là khoảng cách giữa đầu vòi phun và giường in khi vòi phun ở vị trí thấp nhất dọc theo trục Z. Khi giá trị độ lệch Z quá thấp, vòi phun có thể quá gần với giường in trong quá trình in và dây tóc được ép đùn có thể bị nén và ép quá mức so với giường, và điều này khiến dây tóc bị bung ra hoặc tràn ra ngoài bề mặt in. ranh giới mong muốn.
Ngoài ra, với độ lệch Z thấp, dây tóc có thể không chảy trơn tru ra khỏi vòi và điều này có thể tạo ra áp suất và cản trở quá trình đùn dẫn đến dòng chảy không ổn định hoặc bị gián đoạn. Vì vậy, điều quan trọng là phải hiệu chỉnh và điều chỉnh độ lệch Z đúng cách để đảm bảo khoảng cách thích hợp giữa đầu phun và giường in. Bạn có thể thực hiện việc này bằng cách điều chỉnh thủ công các cài đặt trên màn hình máy in 3D của mình.
Khi bạn điều chỉnh độ lệch Z, hãy cẩn thận rằng bạn không nâng nó lên quá cao vì bản in có thể không dính chặt vào giường và nó có thể dễ dàng tách ra.
Nếu bạn đã từng trải nghiệm in 3D spaghetti trước khi bạn biết nó khó chịu như thế nào vì bạn sẽ lãng phí thời gian quý báu, vật liệu và thậm chí cả năng lượng của mình chỉ để kết thúc với một bản in không thành công. Nhưng với các giải pháp mà chúng tôi nêu bật ở đây, bạn sẽ tiếp tục tạo ra những bản in hoàn hảo.
HƠN: Máy in 3D tốt nhất
HƠN: Máy in 3D ngân sách tốt nhất
HƠN: Máy in 3D nhựa tốt nhất